為了確保焊管質(zhì)量���,對(duì)于螺旋焊管機(jī)組我們自有一套標(biāo)準(zhǔn)的檢驗(yàn)工藝�,嚴(yán)格按照檢驗(yàn)工藝執(zhí)行�,可有效確保產(chǎn)品質(zhì)量,下面�,就請(qǐng)大家隨我們一起具體來了解一下吧。
質(zhì)量檢驗(yàn)工藝如下:原材料檢驗(yàn)——校平檢驗(yàn)——對(duì)接焊檢驗(yàn)——成型檢驗(yàn)——內(nèi)焊檢驗(yàn)——外焊檢驗(yàn)——切管檢驗(yàn)——超聲波檢驗(yàn)——坡口檢驗(yàn)——外形尺寸檢驗(yàn)——X射線檢驗(yàn)——水壓試驗(yàn)——終檢驗(yàn)�。為保*證產(chǎn)品質(zhì)量,我們制定了完善的質(zhì)量計(jì)劃�,現(xiàn)場工作程序及檢驗(yàn)、試驗(yàn)計(jì)劃����。
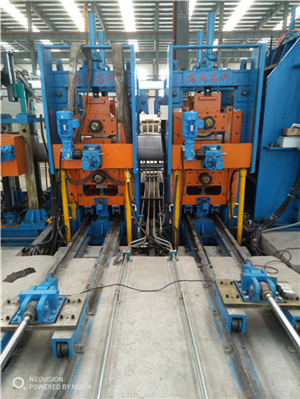
而且,螺旋焊管機(jī)組主傳動(dòng)系統(tǒng)(遞送機(jī))將帶鋼通過可由液壓調(diào)節(jié)間隙的兩個(gè)夾送輥���,彼此呈垂直布置��,裝有調(diào)心軸承�����。螺旋焊管機(jī)組輥?zhàn)拥墓ぷ髅娼?jīng)過淬火和研磨,下輥固定���,上輥由兩個(gè)液壓缸平衡操作��,可升高或降低30㎜�����。螺旋焊管機(jī)組摩擦壓力取決于帶鋼寬度和壁厚���,并由差壓閥進(jìn)行調(diào)整��。由直流電機(jī)通過減速機(jī)進(jìn)行驅(qū)動(dòng)���,穿過上述裝置,把帶鋼送入成型臺(tái)����。遞送速度與焊接速度一致,并可在工藝范圍內(nèi)調(diào)整��。
為了防止鋼管出現(xiàn)所謂的“竹節(jié)現(xiàn)象”���,帶鋼在進(jìn)入成型臺(tái)之前應(yīng)進(jìn)行預(yù)彎處理�,預(yù)彎裝置由兩個(gè)預(yù)彎輥位于帶鋼的兩側(cè)���,按照帶鋼的材質(zhì)�����、壁厚進(jìn)行邊緣預(yù)彎����,螺旋焊管機(jī)組帶鋼在進(jìn)入成型臺(tái)之前,位于遞送機(jī)前后各有一組帶鋼垂直導(dǎo)向裝置��,其上裝有支撐輥���,作用是保*證帶鋼運(yùn)動(dòng)更加平穩(wěn)�,下導(dǎo)輥在高度上是固定的��,在使用中只能根據(jù)帶鋼寬度沿橫向調(diào)整�����,上導(dǎo)輥即可沿橫向調(diào)整也可沿垂直調(diào)整����。









 晉公網(wǎng)安備14010702074509
晉公網(wǎng)安備14010702074509
 掃描二維碼!
掃描二維碼!